

QMH bucket elevator conveyor belt is a specialized type of conveyor belt designed to move materials vertically. QMH bucket elevator belt incorporates a series of buckets that are evenly spaced along the belt, allowing for the efficient lifting and transfer of various materials with their flexibility, adaptability, and robust design, they are an essential component of modern industrial operations.
Send Inquiry
QMH bucket elevator conveyor belt is divided into two main types according to the reinforcement material, which are suitable for different working conditions and material requirements:
QMH Fabric Bucket Elevator Conveyor Belt
Made of reinforced fabric material, it has good flexibility and durability, requires less tension during operation, and is suitable for conveying lighter materials such as grains, seeds and light powdery materials. It is widely used in agriculture, food processing and other industries with low load requirements.
QMH Steel Cord Bucket Elevator Conveyor Belt
Reinforced with steel cords, it has high tensile strength and load-bearing capacity, can adapt to high-speed operation, and is suitable for conveying heavy materials such as ore, coal and cement. It is widely used in mining, building materials, power and other industries with high load and high intensity requirements.
QMH bucket elevator conveyor belt is composed of four core components, which work together to ensure stable and efficient operation of the whole system:
Buckets : The container for holding materials during transportation, usually made of steel or plastic, which can withstand the wear and tear of abrasive materials and ensure the integrity of material transportation.
Belt : The core part of the system, forming a continuous loop to drive the movement of buckets. It is mainly made of rubber or other synthetic materials, with good flexibility and durability, and can adapt to long-term continuous operation.
Drive System : Including motors, pulleys and gears, which provide power for the operation of the belt and buckets, ensuring stable and adjustable speed of the QMH bucket elevator conveyor belt.
Support Structure : Fix the whole bucket elevator system, ensure the stability of the equipment during operation, and avoid displacement or vibration caused by load.
| Item | Fabric Bucket Elevator Conveyor Belt | Steel Cord Bucket Elevator Conveyor Belt |
|---|---|---|
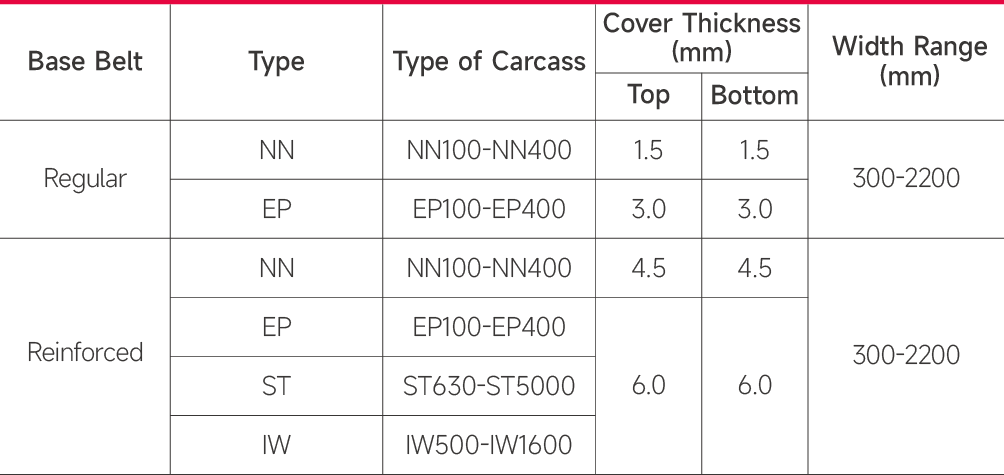
| Reinforcement Material | Reinforced Fabric | Steel Cords |
| Tensile Strength | 100-300 N/mm | 630-6300 N/mm |
| Operating Speed | 0.4-1.2 m/s | 0.6-2.0 m/s |
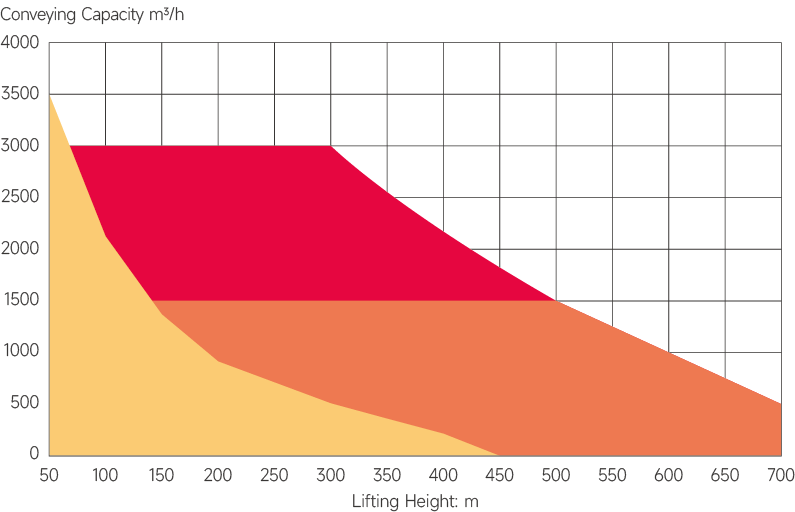
| Conveying Capacity | 5-50 m³/h | 20-200 m³/h |
| Rubber Quality | Oil-resistant/Flame-retardant/Heat-resistant (100℃/120℃) | Oil-resistant/Flame-retardant/Heat-resistant (100℃-180℃) |
| Width Range | 300-1200 mm | 500-2000 mm |
| Applicable Material Weight | Light (≤1.2 t/m³) | Heavy (≥1.2 t/m³) |
| Standard | DINY / DINW / DINX | DINY / DINW / DINX |
QMH bucket elevator conveyor belt has the following practical features, which can adapt to different industrial working conditions:
QMH bucket elevator conveyor belt is mainly used for vertical conveying of materials, applicable to both powdery, granular and lumpy materials, and widely used in various industries:
Agriculture : Conveying grains, seeds, feed and other agricultural products, with gentle conveying, no damage to materials.
Building Materials : Conveying cement, sand, lime, gravel and other construction materials, with strong wear resistance and adaptability to harsh working conditions.
Mining : Transporting ore, coal, gangue and other minerals, with high load-bearing capacity and stable operation under heavy load.
Chemical Industry : Handling powdery, granular chemical raw materials and finished products, with corrosion resistance and oil resistance.
Machinery Industry : Moving small machinery parts and components, with stable operation and no damage to parts.
Power Industry : Conveying coal, coal powder, ash and other energy-related materials, meeting the high-temperature and high-load operation requirements.
Food Processing : Conveying food ingredients and finished products, with food-grade rubber options, ensuring food safety.
Compared with peer products, QMH bucket elevator conveyor belt has obvious advantages in quality, performance and service, which can bring more value to customers:
1. Higher Durability
QMH bucket elevator conveyor belt adopts high-quality rubber and reinforcement materials, and the production process follows European standards. The service life is 15%-20% longer than that of peer products. The steel cord type adopts high-strength steel cords from well-known domestic manufacturers, and the rubber formula is optimized after years of R&D, with better wear resistance and aging resistance.
2. More Stable Performance
The equipment adopts fully intelligent production lines, with high precision of component matching. The elongation of the belt is smaller than that of peer products, and the operation is more stable. It can avoid common problems such as belt slipping and deviation in the operation of peer products, and reduce the impact on production.
3. Stronger Customization Capability
QMH has a professional R&D team, which can provide customized R&D services according to the customer's transportation distance, conveying volume, material characteristics and operating conditions. Peer products are mostly standardized products, which are difficult to meet personalized needs.
4. More Comprehensive After-sales Service
QMH provides one-stop services including technical consultation, system diagnosis, customized R&D and technical training, while most peer manufacturers only provide basic after-sales maintenance. QMH's on-site technical service team can solve the operation problems of QMH bucket elevator conveyor belt in time, reducing the downtime of customers.
Regular maintenance is essential to ensure the long-term performance and reliability of bucket elevator conveyor belts. This includes:
Inspecting the Belt:Regularly checking for wear, cracks, or damage to the belt.
Adjusting Tension:Ensuring the belt is properly tensioned to avoid slippage and excessive wear.
Lubricating Moving Parts:Keeping pulleys, gears, and other moving parts lubricated to reduce friction and wear.
Cleaning:Removing debris and build-up from the buckets and belt to prevent jams and maintain efficient operation.
QMH bucket elevator conveyor belt is a vital component in the efficient and reliable transportation of bulk materials across various industries. With proper selection, installation, and maintenance, QMH bucket elevator conveyor belt can provide years of service and contribute to the overall productivity and efficiency of material handling operations.

If you have any enquiry about quotation or cooperation, please feel free to email or use the following inquiry form. Our sales representative will contact you within 24 hours.









